
Classic Car Paint Systems Explained, from Cellulose to 2K
Here is a scenario that is more common than the classic car world likes to admit. An owner spends a […]
Restoration projects, techniques and advice
Here is a scenario that is more common than the classic car world likes to admit. An owner spends a […]
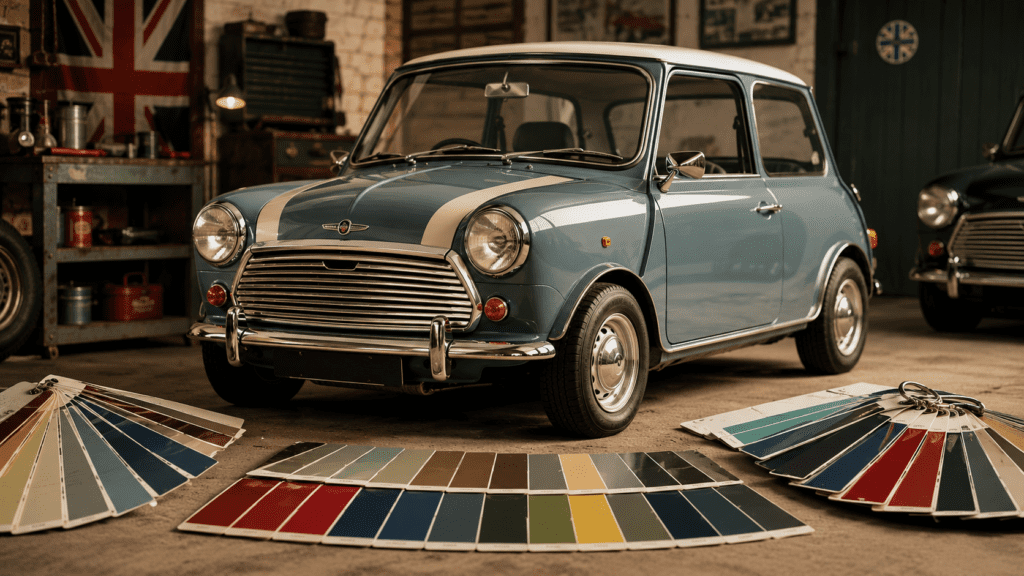
The Mini went through more colours in its forty-one years of production than almost any other car this site covers,
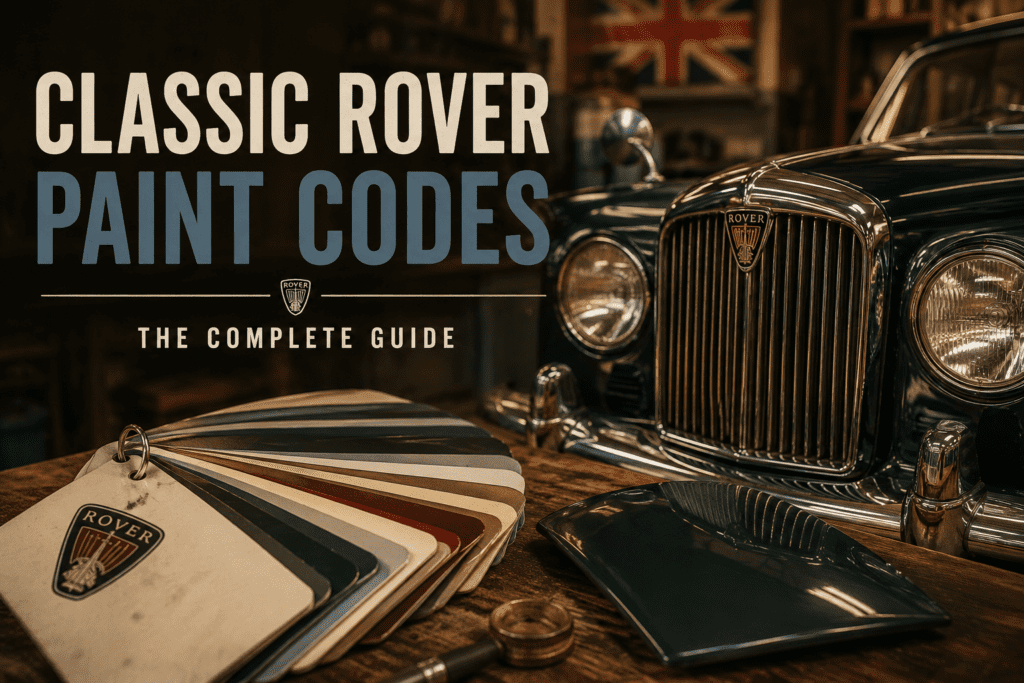
Rover spent the best part of forty years building a reputation for quietly competent engineering wrapped in conservative, occasionally brilliant
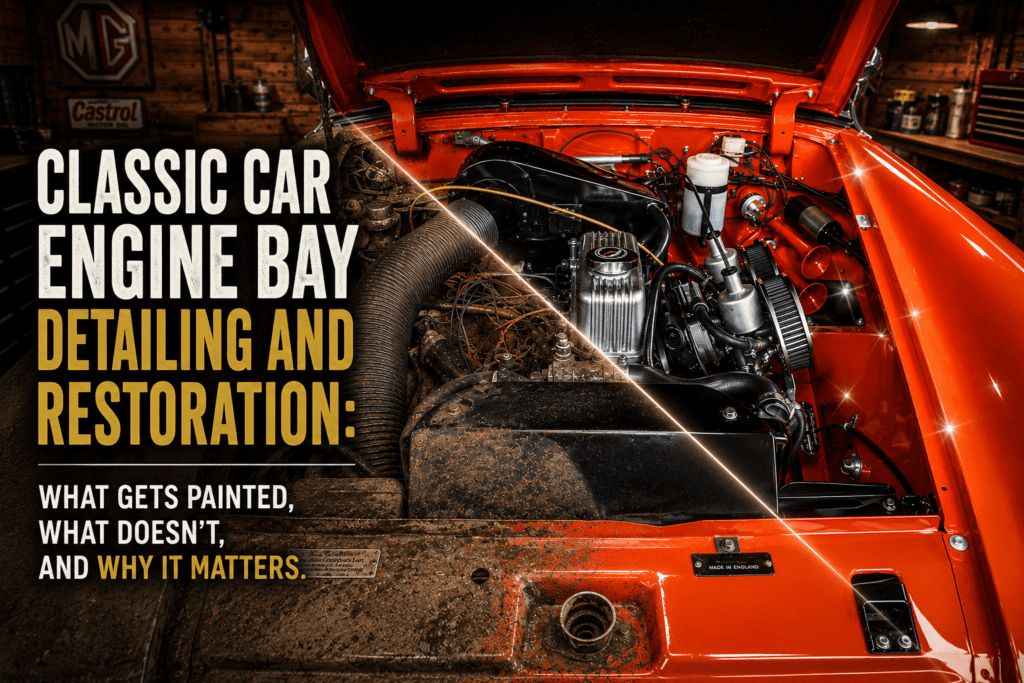
The engine bay on a classic British car tells a story. Unfortunately, on most of the ones that come up
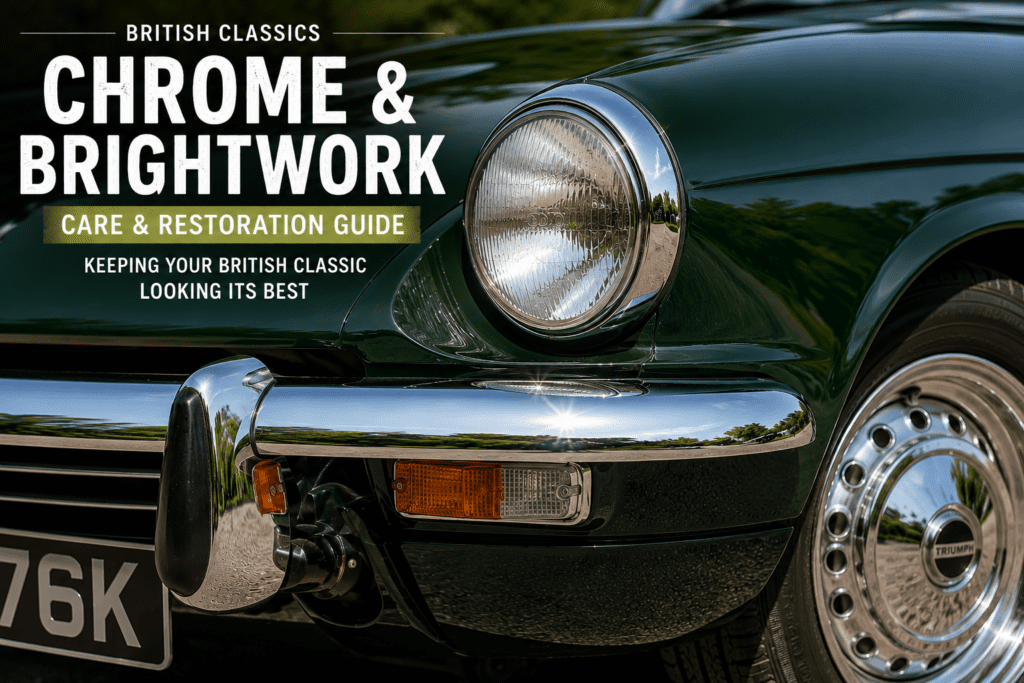
Chrome is the thing that makes the difference. A classic British car with tired paintwork and perfect chrome looks like
Austin built more cars for the British market than almost anyone else for much of the postwar period, which is
Morris built cars from 1913 to 1984, which is a span of seventy-one years, eight million vehicles, and more variation

Jaguar colours are amongst the most evocative in the classic car world. The deep opalescent blues of the early E-Type.

A proper respray on a classic car can cost serious money. Even a modest single colour car through a reputable

Plastic body filler has been the restoration go-to since the 1960s and for most jobs it does perfectly well. But

Finding the correct paint code for your Triumph is the first step toward a proper colour match, whether you are
MG paint codes are among the most searched for references in the classic car world, and with good reason. Finding

Every classic car owner has a box of rusty bits somewhere. Old brackets, carburettor bodies, brake back plates, engine components